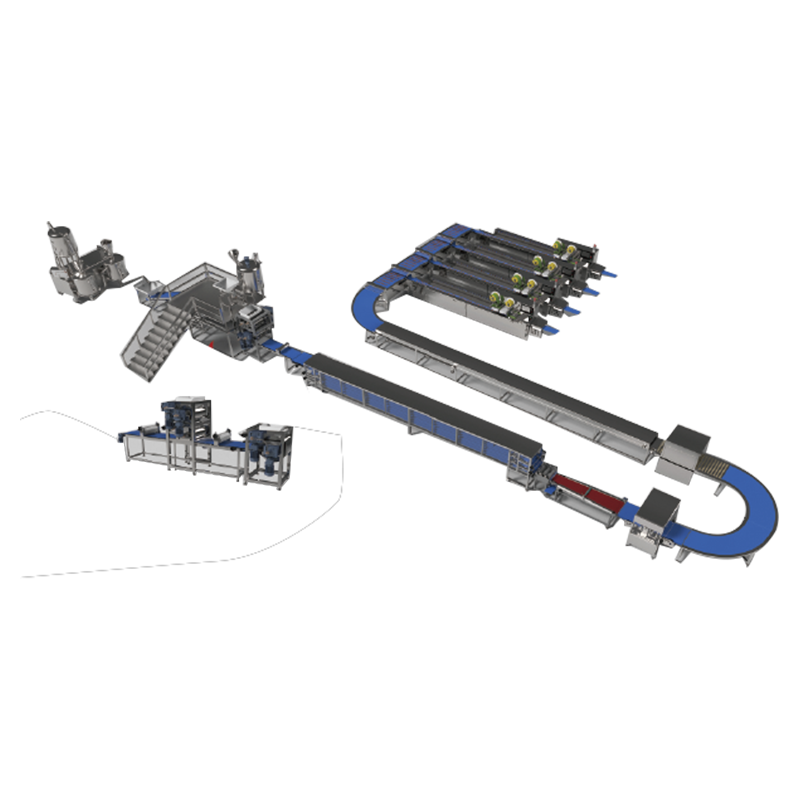
ก สายการผลิตช็อกโกแลตบาร์ Snicker คือชุดอุปกรณ์การผลิตอาหารแบบครบวงจรที่ออกแบบมาเพื่อผลิตแท่งขนมช็อกโกแลตหลายชั้นในขนาดต่างๆ ข้อสรุปหลักนั้นตรงไปตรงมา: สายการผลิต Snicker ที่สมบูรณ์และมีการกำหนดค่าอย่างดีสามารถบรรลุผลผลิตได้ 150–600 กิโลกรัมต่อชั่วโมง ขึ้นอยู่กับเกรดอุปกรณ์ ระดับระบบอัตโนมัติ และข้อมูลจำเพาะของผลิตภัณฑ์ ทำให้เป็นรูปแบบที่มีประสิทธิภาพสูงสุดสำหรับการผลิตช็อกโกแลตแท่งในปริมาณมาก
โดยทั่วไปแล้ว สายการผลิตจะจัดการทุกขั้นตอนตั้งแต่การปรุงนูกัตและการเตรียมคาราเมล ไปจนถึงการซ้อนชั้นถั่วลิสง การห่อช็อกโกแลต การแช่เย็น การตัด และการบรรจุในขั้นตอนสุดท้าย ทั้งหมดนี้อยู่ในขั้นตอนอัตโนมัติที่ต่อเนื่อง การทำความเข้าใจว่าแต่ละโมดูลทำงานอย่างไรช่วยให้ผู้ผลิตเพิ่มผลผลิต ลดของเสีย และรักษาคุณภาพของผลิตภัณฑ์ให้สม่ำเสมอ
ก standard สายการผลิตสนิกเกอร์ เป็นไปตามลำดับตรรกะของขั้นตอนการประมวลผล แต่ละขั้นตอนมีส่วนช่วยในเรื่องความสมบูรณ์ของโครงสร้างและคุณภาพทางประสาทสัมผัสของแถบสุดท้าย
ชั้นฐานของแท่งสไตล์สนิกเกอร์คือนูกัต ซึ่งผลิตโดยการผสมน้ำเชื่อมเติมน้ำตาล กลูโคส ไข่ขาว และไขมันในเครื่องผสมแบบต่อเนื่องหรือแบบเป็นชุด จากนั้นนูกัตจะถูกวางลงบนสายพานลำเลียงหรือในแผ่นพื้นก่อน จากนั้นจึงกดลงไปที่ ความหนาสม่ำเสมอโดยทั่วไประหว่าง 10–20 มม . พื้นผิวที่สม่ำเสมอในขั้นตอนนี้มีความสำคัญอย่างยิ่งต่อความแม่นยำในการตัดขั้นปลายน้ำ
คาราเมลเตรียมในเตาคาราเมลแบบต่อเนื่องที่ผสมน้ำตาล น้ำเชื่อมกลูโคส ครีมหรือไขมัน และอิมัลซิไฟเออร์ภายใต้การควบคุมความร้อน คาราเมลที่สุกแล้วจะถูกวางลงบนชั้นนูกัตโดยที่ยังยืดหยุ่นได้ โดยทั่วไปอุณหภูมิคาราเมล ณ จุดสะสมจะคงอยู่ที่ระหว่าง 60–75°C เพื่อให้แน่ใจว่ามีการยึดเกาะที่เหมาะสมโดยไม่ทำให้ Nougat ด้านล่างเสียรูป
ถั่วลิสงคั่วทั้งหมดหรือครึ่งหนึ่งจะกระจายเท่าๆ กันบนพื้นผิวคาราเมลโดยใช้เครื่องป้อนแบบสั่นหรือเครื่องพ่นแบบลูกกลิ้ง ลูกกลิ้งกดอย่างนุ่มนวลช่วยให้แน่ใจว่าถั่วลิสงจะฝังอยู่ในชั้นคาราเมล ความสม่ำเสมอของการเคลือบถั่วลิสงส่งผลโดยตรงต่อความสม่ำเสมอในการมองเห็นและความแม่นยำของน้ำหนัก ในแถบที่ทำเสร็จแล้ว
แผ่นคอนกรีตที่ประกอบขึ้นซึ่งประกอบด้วยนูกัต คาราเมล และถั่วลิสง จะผ่านอุโมงค์ทำความเย็นที่อุณหภูมิลดลงเหลือ ต่ำกว่า 18°C . เป็นการกระชับโครงสร้างก่อนการตัด เครื่องตัดแบบโรตารี่หรือเครื่องตัดลวดจะแบ่งแผ่นพื้นออกเป็นชิ้นขนาดแท่งแต่ละชิ้นโดยสูญเสียผลิตภัณฑ์น้อยที่สุด
แต่ละแท่งจะผ่านช็อกโกแลตเอนโรเบอร์ซึ่งมีช็อกโกแลตเทมเปอร์ (โดยทั่วไปอยู่ที่ 29–32°ซ สำหรับสีเข้มหรือสีนม) เคลือบทุกพื้นผิวสม่ำเสมอ เครื่องเป่าลมจะขจัดช็อกโกแลตส่วนเกินออกจากด้านล่าง และโต๊ะสั่นสะเทือนจะทำให้การเคลือบพื้นผิวเรียบก่อนที่แท่งจะเข้าสู่อุโมงค์ระบายความร้อนขั้นสุดท้าย
กfter enrobing, bars travel through a refrigerated tunnel at 8–14°ซ เป็นเวลาหลายนาทีเพื่อให้เปลือกช็อกโกแลตเซ็ตตัว จากนั้นแท่งที่จัดไว้แล้วจะถูกถ่ายโอนไปยังเครื่องห่อไหลหรือบรรจุหมอนแบบอัตโนมัติ ซึ่งจะทำให้วงจรการผลิตเสร็จสมบูรณ์
แต่ละขั้นตอนการประมวลผลต้องใช้อุปกรณ์พิเศษ ด้านล่างนี้เป็นภาพรวมของส่วนประกอบเครื่องจักรหลักและบทบาทหน้าที่:
| อุปกรณ์ | ฟังก์ชั่น | พารามิเตอร์ที่สำคัญ |
|---|---|---|
| นูกัต มิกเซอร์ & อดีต | กerates and shapes the nougat base layer | เอาท์พุต: 100–500 กก./ชม |
| หม้อคาราเมล | ปรุงและฝากคาราเมลที่อุณหภูมิควบคุม | อุณหภูมิ: 60–75°C |
| เครื่องป้อนถั่วลิสง/ผู้สมัคร | กระจายถั่วลิสงให้ทั่วคาราเมล | ความสม่ำเสมอของการครอบคลุม ±3% |
| อุโมงค์ระบายความร้อนแบบแผ่นพื้น | ยึดแผ่นพื้นเป็นชั้นเพื่อการตัด | อุณหภูมิอุโมงค์: 10–18°C |
| เครื่องตัดโรตารี่ / ลวด | ตัดแผ่นคอนกรีตเป็นแท่งแต่ละแท่ง | ความเร็วตัด: สูงสุด 120 ตัด/นาที |
| ช็อกโกแลต เอนโรเบอร์ | เคลือบแท่งช็อคโกแลต | อุณหภูมิช็อกโกแลต: 29–32°C |
| อุโมงค์ระบายความร้อนสุดท้าย | ตั้งเปลือกช็อคโกแลต | อุณหภูมิอุโมงค์: 8–14°C |
| เครื่องห่อไหล / เครื่องบรรจุภัณฑ์ | พันแท่งที่เสร็จแล้วเป็นรายบุคคล | ความเร็ว: สูงสุด 600 บาร์/นาที |
สายการผลิตช็อกโกแลตแท่ง Snicker สมัยใหม่มีจำหน่ายในระบบอัตโนมัติทั่วไปสามระดับ แต่ละระดับเหมาะกับขนาดการผลิตและระดับการลงทุนที่แตกต่างกัน:
สำหรับผู้ผลิตขนาดกลางที่ตั้งเป้าไว้ที่ 500,000–1,000,000 บาร์ต่อวัน สายการผลิตอัตโนมัติเต็มรูปแบบที่ทำงานที่ 400 กก./ชม. โดยมีน้ำหนักแท่งเฉลี่ย 50 กรัมจะผลิตได้ประมาณ 8,000 บาร์ต่อชั่วโมง หรือ 192,000 บาร์ต่อกะ 24 ชั่วโมง .
การรักษาคุณภาพแท่งให้สม่ำเสมอจำเป็นต้องมีการควบคุมที่จุดตรวจสอบต่างๆ ทั่วทั้งสายการผลิตของ Snicker:
การออกแบบเกรดอาหารไม่สามารถต่อรองได้ในสายการผลิตช็อกโกแลตแท่ง หลักการออกแบบที่สำคัญ ได้แก่ :
แม้แต่รายการที่ได้รับการกำหนดค่าอย่างดียังประสบปัญหาที่เกิดซ้ำ ด้านล่างนี้คือความท้าทายและวิธีแก้ปัญหาที่พบบ่อยที่สุด:
| ความท้าทาย | สาเหตุ | โซลูชั่น |
|---|---|---|
| คาราเมลเกาะติดกับเครื่องตัด | คาราเมลอุ่นเกินไปในช่วงตัด | ลดอุณหภูมิอุโมงค์หล่อเย็นพื้นลง 2–3°C |
| เคลือบช็อคโกแลตไม่สม่ำเสมอ | ช็อคโกแลตอยู่นอกช่วงอารมณ์ | ปรับเทียบหน่วยแบ่งเบาบรรเทา ตรวจหาตัวกระตุ้นการบานของไขมัน |
| การเปลี่ยนแปลงของน้ำหนักแท่ง >±3g | ความหนาของชั้นนูกัตหรือคาราเมลไม่สอดคล้องกัน | ตรวจสอบหัวฉีดของผู้ฝาก ปรับเทียบลูกกลิ้งเดิมใหม่ |
| ช่องว่างของถั่วลิสงในบาร์ | การสั่นสะเทือนของตัวป้อนสูงหรือต่ำเกินไป | กdjust vibratory feeder frequency; clean hopper sensors |
| บรรจุภัณฑ์ไม่ตรงแนว | การเปลี่ยนแปลงความยาวแท่งหลังการตัด | ซิงโครไนซ์ความเร็วของเครื่องตัดกับความเร็วของสายพานลำเลียง |
อุโมงค์ทำความเย็นและภาชนะปรุงอาหารเป็นอุปกรณ์ที่ใช้พลังงานสูงสุดในสายการผลิต Snicker เมื่อรวมกันแล้ว 55–70% ของการใช้พลังงานในสายการผลิตทั้งหมด . มาตรการปฏิบัติเพื่อลดต้นทุนด้านพลังงาน ได้แก่:
ก well-optimized fully automated line can produce one kilogram of finished bar using ประมาณ 0.3–0.6 กิโลวัตต์ชั่วโมง ขึ้นอยู่กับสภาพอากาศและผังโรงงาน
ก full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires ความยาว 40–80 เมตร และกว้าง 4-8 เมตร ขึ้นอยู่กับระดับระบบอัตโนมัติและการออกแบบอุโมงค์ทำความเย็น
ใช่. ด้วยตัวฝากที่ปรับได้ แม่พิมพ์โมดูลาร์ และคัตเตอร์ที่กำหนดค่าใหม่ได้ สายการผลิตที่ทันสมัยส่วนใหญ่จึงสามารถสลับระหว่างรูปแบบต่างๆ ได้ โดยปกติแล้วเวลาในการเปลี่ยนจะใช้เวลา 20–45 นาที .
ช็อกโกแลตนมมักใช้กันมากที่สุด โดยมีปริมาณโกโก้เป็นส่วนประกอบ 25–35% . เอนโรเบอร์รองรับทั้งช็อกโกแลตคอมพาวด์และช็อกโกแลตจริง ขึ้นอยู่กับข้อกำหนดของผลิตภัณฑ์
ก fully automated line at 400 kg/h typically requires ผู้ปฏิบัติงาน 3–6 คน ต่อกะ ครอบคลุมการตรวจสอบคุณภาพ การเติมบรรจุภัณฑ์ และการปรับเปลี่ยนเล็กน้อย
ด้วยการบรรจุช็อคโกแลตที่เหมาะสมและบรรจุภัณฑ์แบบโฟลว์แรป อายุการเก็บรักษาของแท่งสำเร็จรูปโดยทั่วไปจึงอยู่ที่ 9–12 เดือน ที่อุณหภูมิแวดล้อมต่ำกว่า 20°C
Nougat เป็นฐานมาตรฐาน แต่สายสามารถปรับให้เข้ากับชั้นฐานคุกกี้ เวเฟอร์ หรือซีเรียลแทนได้ ทำให้เป็นแพลตฟอร์มอเนกประสงค์สำหรับแท่งรูปแบบต่างๆ

 โรงงานอุปกรณ์เครื่องจักรสายการผลิตช็อคโกแลต
โรงงานอุปกรณ์เครื่องจักรสายการผลิตช็อคโกแลต

 中文简体
中文简体 English
English